

热固树脂复合材料成型工艺 / 层压工艺
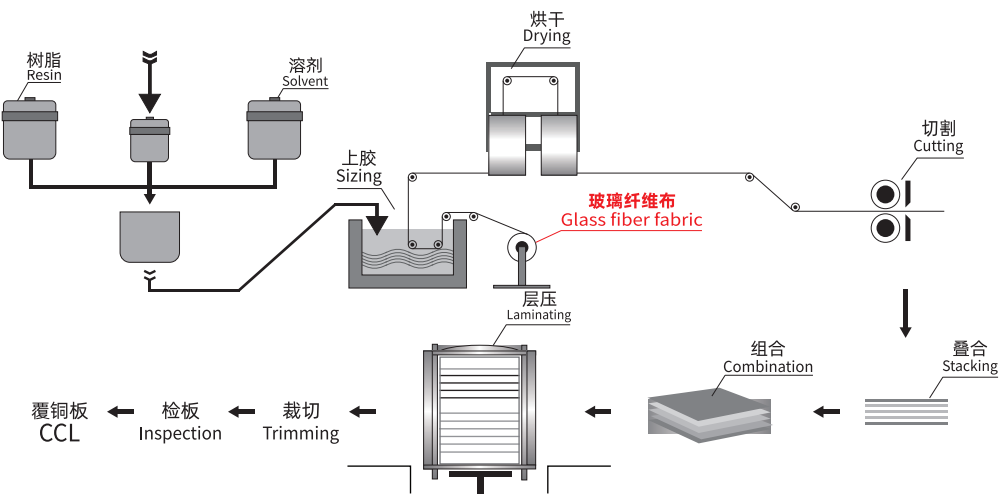
层压成型是玻璃钢成型工艺中发展较早、也较为成熟的一种成型方法,采用玻璃纤维增强材料经浸胶机浸渍树脂,烘干后制成预浸料,预浸料经过裁切、叠合,在压力机中施加一定的压力、温度,保持适宜的时间而制成层压制品。层压成型工艺主要用于生产各种平面尺寸大、厚度大的层压板、绝缘板、印刷电路用覆铜箔层压板等结构形状简单的制品。
热固树脂复合材料成型工艺 / 缠绕成型
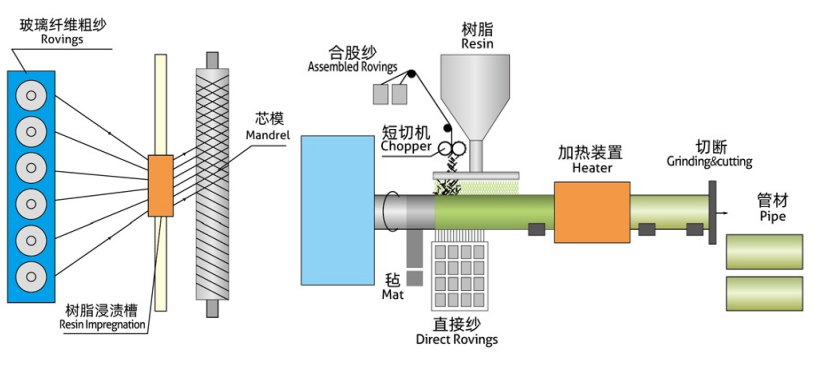
纤维缠绕成型时树脂基复合材料的主要制造工艺之一,是在控制张力和预定线型的条件下,将连续的纤维粗纱或布或带浸渍树脂胶液,连续地缠绕在相应于制品内腔尺寸的芯模或内衬上,然后在室温或加热条件下使之固化,制成一定形状制品的方法。
热固树脂复合材料成型工艺 / 拉挤成型
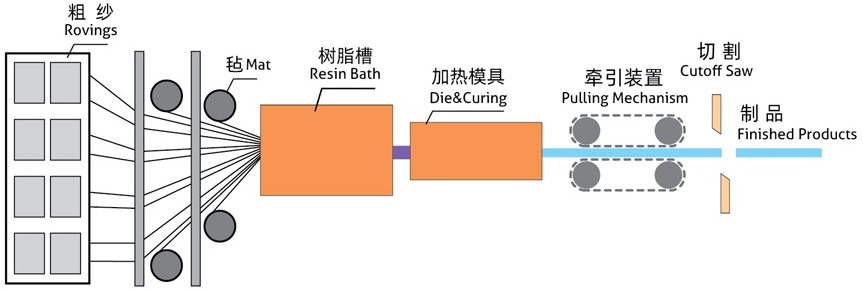
拉挤成型是一种连续生产复合材料线型制品的一种方法。指在牵引装置的带动下,将无捻玻璃纤维粗纱和其他连续增强材料进行胶液浸渍、预成型,然后通过加热的成型模具固化成型的一种方法。
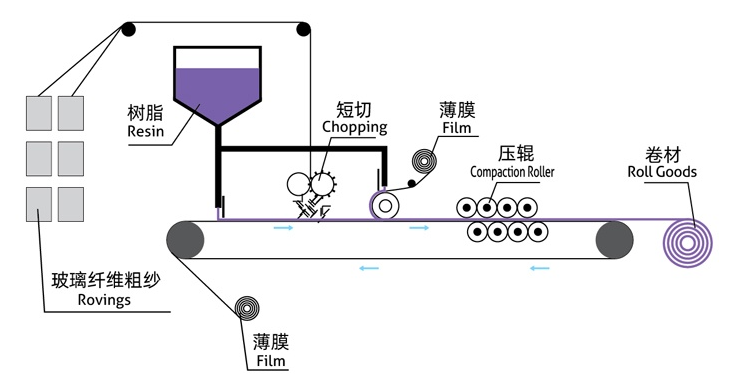
热固树脂复合材料成型工艺 / 连续板材工艺
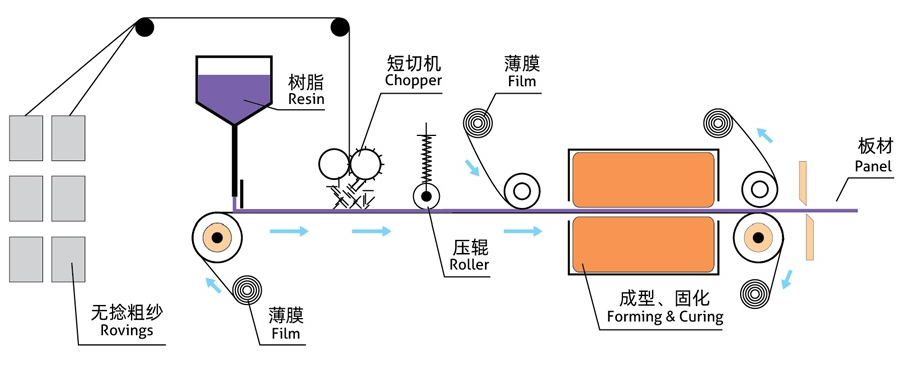
连续板成型工艺是在连续成型机组上使不饱和聚酯树脂浸润玻璃纤维,然后通过模板加热定型固化得到特定截面形状的连续板材的一种工艺。具体可以是,连续玻璃纤维无捻粗纱经过切刀被切割成定长的纤维均匀撒落到树脂层上(或短切纤维毡铺放在树脂层上),进行浸胶挤胶加热;上部再放一层防老化膜,这样上、下薄膜之间的玻璃纤维与树脂层组成一个夹层带。夹层带通过不同的截面模板成形,然后进入固化炉固化定型。之后再对定型后的玻璃钢板材进行切割。 FRP板材与其他材质板相比,具有轻质、高强、抗冲击性好等特点,尤其是它具有独特的透光性及断面可设计性。
热固树脂复合材料成型工艺 / 片状模压料SMC
首先制备SMC预浸料,它是用基体树脂(不饱和聚酯树脂)、填料及其他助剂混合成树脂糊,浸渍短切玻璃纤维(从合股纱通过在线切割而来,一般长度为25mm),并且在两面用PE薄膜包覆起来形成的片状模压材料。 再将定量的、揭去薄膜并按照一定形状剪裁的SMC模压料放入金属对模中,在一定温度和压力作用下成型规定尺寸和形状的复合材料制品。
热固树脂复合材料成型工艺 / 团状模压料BMC
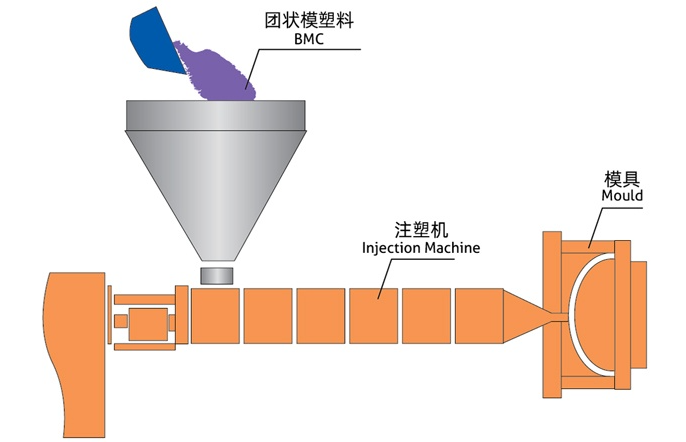
首先制备团状模塑料BMC,它是将基体树脂(不饱和聚酯树脂)、填料、玻璃纤维短切原丝等混炼成的团状预浸料。 再将BMC模塑料直接放入金属模具中模压成型复合材料制品。
热固树脂复合材料成型工艺 / 手糊成型
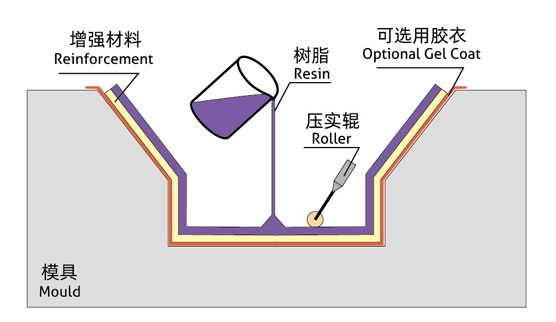
手糊成型工艺又称为低压接触成型,是复合材料工业最早使用的一种成型工艺方法。首先将准备好的模具涂脱模剂,然后将加有固化剂的树脂混合液涂覆到逐层铺覆在模具上的玻璃纤维材料上使其完全浸渍,铺覆到设计厚度,通过固化、脱模形成制品。此成型工艺无尺寸限制,模具材料便宜,在生产大型制品方面仍有一定优势。
热固树脂复合材料成型工艺 / 喷射成型
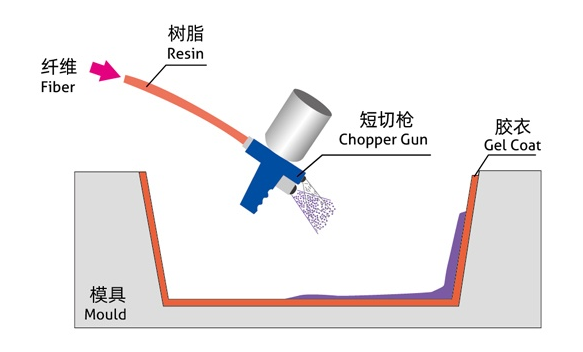
喷射成型工艺时利用喷射设备将树脂雾化,并与即时切断的纤维在空间混合后,落在模具面上,然后压实排除气泡,固化成型的一种工艺方法。喷射成型时在手糊的基础上发展起来的,其将手糊操作中的纤维铺覆和浸胶工作由设备来完成,是一种相对效率较高的成型工艺。
热固树脂复合材料成型工艺 / 树脂灌注成型RTM
是一种闭模低压成型的方法。其原理是,先将玻璃纤维增强材料(例如短切毡、织物等)置于上下模之间,合模并将模具夹紧,在压力或真空作用下注射树脂,浸润纤维,树脂固化后脱模。 工艺有良好的表面质量、高尺寸精度的复杂部件,在大型结构部件的制造中表现出明显的优势,在各个领域中得到了越来越多的应用。
热固树脂复合材料成型工艺 / 真空导入工艺VIP
真空导入工艺(Vacuum infusion process),简称VIP,在模具上铺增强材料(玻璃纤维,碳纤维,夹心材料等,有别于真空袋工艺),然后铺真空袋,并抽出体系中的真空,在模具型腔中形成一个负压,利用真空产生的压力吧不饱和树脂通过预铺的管路压纤维层中,让树脂浸润增强材料最后充满整个模具,制品固化后,揭去真空袋材料,从模具上得到所需的制品。真空导入工艺公诸于世很久了,这个工艺在由于这种工艺是从国外引入,所以在命名上有多种称呼,真空导入,真空灌注,真空注射。 相关产品:多轴向,缝编毡,短切毡,表面毡